Oil and Gas Industry Equipment Vol - 2

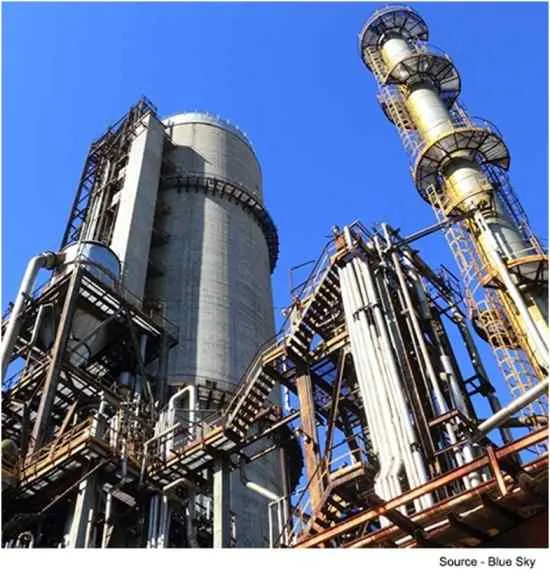
Reactor equipment
The most common basic types of chemical reactors are tanks (where the reactants mix in the whole volume) and pipes or tubes (for laminar flow reactors and plug flow reactors).
Types of Reactors
- Batch Reactor
A batch reactor is a simple type of reactor typically used in small scale industry. It does not reach a steady state the controlling of temperature, pressure and volume is necessary.
- Continuous reactors
A reactor which performs the continuous chemical reaction is known as continuous reactors. Following are the types of continuous reactors
Types of continuous reactors
• Continuous stirred-tank reactor model (CSTR)
In a continuous stirred-tank reactor (CSTR) one or more fluid agents are filled into a tank reactor which is stirred with an impeller for the proper mixing of the reagents and effluent is removed. Using chemical kinetics, completion of the expected reaction can be calculated in percentage. This process is typically used heavy industries like oil and gas industry.
At steady-state, the mass flow rate in the tank must be equal the mass flow rate out otherwise, the tank will overflow or go empty (transient state). While the reactor is in a functioning state, the model equation must be derived from the differential mass and energy balances.
• Continuous tubular reactor or Plug flow reactor model (PFR)
In a tubular reactor, fluids (gases and/or liquids) flow through it at high velocities. At these high velocities, the products are unable to spread back and there is little or no back mixing. These conditions are referred to as plug flow. This reduces the side reactions and increases the yield of the desired product.
With a constant flow rate, the conditions at any one point remain constant with time and changes at the time of the reactions are measured by the position along the length of the tube.
The reaction rate is faster at the pipe inlet because the concentration of reactants is high and the reaction rate reduces as the reactants flow through the pipe due to the decrease in intensity of the reactant.
• Fixed bed reactors
A heterogeneous catalyst is used frequently in an industry where gases flow through a solid catalyst. It is often described as a fixed bed of catalyst, the gases flowing through solid catalyst form into products. The catalyst may have various configurations.
Semibatch reactor
A semibatch reactor is operated with both continuous and batch inputs and outputs. Reacting a gas with a liquid is usually difficult because a large volume of gas is required to react with an equal mass of liquid. To overcome this problem, a continuous feed of gas can be bubbled through a batch of a liquid. In general, in semibatch operation, one chemical reactant is loaded into the reactor and a second chemical is added slowly which results in a phase change.
Tubular furnace
A tube furnace is an electric heating device to conduct syntheses and purifications of inorganic compounds and occasionally organic synthesis. A tube furnace design consists of a cylindrical chamber surrounded by heating coils that are installed in a thermally insulating matrix. Temperature can be controlled from a thermocouple. More complex tube furnaces have two or more heating positions useful for transport experiments. Some digital temperature controllers provide an RS232 interface and allow the operator to program segments for uses like ramping, soaking sintering, and more.
Boiler Equipment
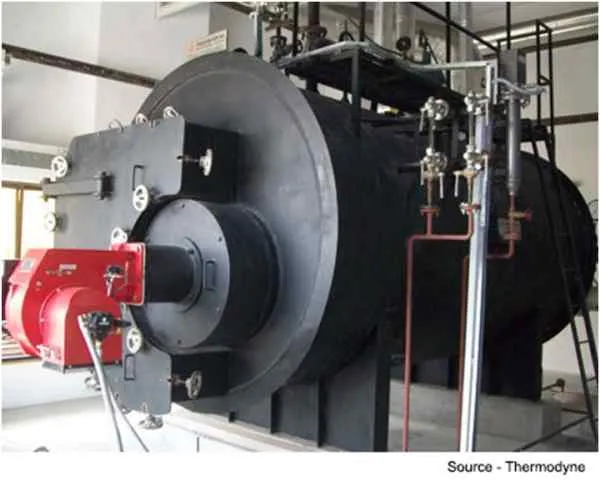
Boilers in the oil and gas refinery are utilized for steam generation or cooling. In industries, steam is mostly used for steam stripping, steam distillation, process heating, and vacuum distillation.
Auxiliary equipment
In the petroleum industry, most of the equipment installed is not handled directly. These devices are referred to as Auxiliary Equipment, as they are installed separately on the drilling rig and they are not controlled by the central processing machinery. Whether it is a centrifugal pump, air compressor, cranes, hoisting tools, hydraulics, power and hand tools, water treatment devices or containers, they are all referred to as auxiliaries. The petroleum industry employs a vast range of Auxiliary Equipment to carry out all the major operations related to oil and gas extraction.
Pumping equipment
The oil and gas industry relies on a wide variety of pumps to perform every stage of the process including upstream, midstream, and downstream functions. They accelerate the transference of fluid from one location to another.
Types of pumps
• Centrifugal pumps
The most common type of pump seen in the oil and gas industry is assuredly the centrifugal pump. Centrifugal pumps contain one or more impellers that move fluid by rotation and draw fluid into the suction end of the pump and then, centrifugal forces it out of the discharge end. This design allows the pumps to be used for a wide range of applications and are preferred for processes that handle low viscosity liquids and high flow rates.
• Oil pumps
A standard oil pump mechanically lifts liquid out of an oil well when there isn’t enough ground pressure to force the oil onto the surface. Oil pumps are used in onshore areas where oil is abundant. These pumps can deliver one to ten gallons of fuel with every stroke depending on the depth and the weight of the oil. Deeper extractions require more massive pumps to move the oil through a vertical discharge column (discharge head). A motor that drives the vertical motion to drive the pump shaft powers the pumps. The industry term for this movement is known as a ‘walking beam.’
• Positive displacement pumps
A positive displacement pump makes a fluid move by trapping a fixed amount and forcing that trapped volume move into the enclosed volume. A positive displacement pump is ideal for higher viscosity liquids that are transported at a lower flow rate but at a higher pressure.
• Oil transfer pumps
An oil transfer pump is used to transfer glycol from a well to a holding tank during the midstream and downstream phase of oil refinement. Due to the high amount of liquid flow through an oil pump, they require extensive maintenance and repairs to continue working. Transfer pumps produce a variation in pressure that forces liquid from one location to another.
• Diaphragm pumps
A diaphragm pump is also a type of positive displacement pump that uses both a valve and a diaphragm to draw oil and gas into a refinery chamber during the upstream and midstream phase of an oil refinery. When the volume of a tank increases, the force in the tank reduces, and the fluid pours into the tank. The diaphragm then moves down and forces the liquid out. Once the fluid has freed the chamber, the diaphragm moves back into position, allowing more fluid to enter. This cycle continues while the pump is in operating.
• Thight Electric pumps
Electric submersible pumps are used as a water and oil separator in which water can be re-injected into a reservoir without lifting it to the ground surface. They can transport a vital amount of low viscosity liquids in a short time and can pump several hundred gallons of liquid per minute if the product is congenial.
• Petrochemical pumps
Oil and gas products move from the upstream sector into the midstream sector of the oil and gas industry. The midstream sector carries and stores natural gas and crude oils. This is where the petrochemical pump comes in. Industries use these types of pumps to process or filter chemicals during crude oil drilling and refining. Petrochemical pumps can be piston pumps, diaphragm pumps, mag drive pumps or another type of process pump or chemical pump.
Pipeline connecting Accessories

Pipeline connecting accessories include Grooved couplings, press fittings and couplings, seamless pipe nipples, pipe hangers, supports, fittings and valves, strut, malleable, cast iron and forged steel fittings, pipe connectors and compact flanges.
Non return valves for oil and gas pipelines
The oil and gas industry is a subset of the pipelines. Due to the high demand for oil and gas longer pipelines and lower production costs have become necessary. Valve service environments and operating conditions are often extreme with high temperatures (greater than 1,500°F) and high pressure (greater than 25,000 psi) or cryogenic and very low-pressure applications. Another feature important to valves used in the oil and gas industry is the capacity for remote control.
Non-return Valve, Clack valve or One-way valve is the valve that allow oil and gas flow through it in only one direction.

Types of check valves
• Ball Check valve
A ball check valve is a valve in which the closing arm, the movable part to stop the flow, is a spherical metal ball. In some cases spring is used as the medium to shut the ball back.
• Diaphragm check valve
A diaphragm check valve uses a rubber diaphragm placed to create a closed valve. If the pressure on the upstream side is greater than the pressure on the downstream side is known as the pressure differential, according to the pressure flow, it allows the flow. Once the upstream pressure stops, the diaphragm automatically moves back to its original position.
• Stop check valve
A Stop-check valve is a valve with override control to stop flow regardless of flow direction or pressure. In addition to binding in response to backflow or insufficient forward pressure, it can also be deliberately shut by an external mechanism, thereby blocking any flow despite forwarding pressure.
• Lift check valve
A lift-check valve is a valve in which the disc, seldom called a lift, can be lifted up off its seat by higher pressure or upstream fluid to allow flow to the downstream side. The design keeps the motion of the disc on a vertical line, so the valve can later back to its position properly. When the pressure is no longer higher, gravity will cause the disc to close and stop reverse flow.
• In-line check valve
An in-line check valve is a valve similar to the lift check valve. This valve generally has a spring that 'lift' when the is pressure on the upstream side of the valve is high. When the pressure on the upstream side is lowering spring tension this point is called, the 'cracking pressure'. When the pressure through the valve goes below the cracking pressure, the spring closes the valve to prevent back-flow in the process.
Shut off and control valves
Shut off valves used to completely stop the flow of the oil and gas in the pipe line.
Control valves are an alternating type of valves which can operate at several moderate positions. The purpose of using a control valve is to regulate some limit. In case of a heat exchanger, control valves are used to control the quantity of heat transferred by modulating the flow of hot fluid.
In the case of steam systems, a control valve is used to control the process temperature. Temperature and pressure of steam are directly proportionate to each other.
Dust collectors
Dust Collector plays a vital role in any industrial operation. There are different types of industrial set up hence it is important to choose the type of dust collector that fits best to your need.
Let us understand the different type of dust collectors before we decide which one is suitable for specific industrial operations.
• Inertial separator: It works on a simple principle. It separates dust from the gas stream using a combination of centrifugal, gravitational and inertial force. Centrifugal force moves the dust particles to the place where the inertial pressure flow is low then the gravitational force pulls down the dust particles into the storehouse.
• Settling chamber: It is a piece of large equipment where air flows through it as it has the larger space, the heavy dust particles settle down during the air flow. Settling chamber cannot be used as a primary dust collector because of its lower efficiency.
• Fabric filter: It is a bag filter which contains woven cotton, synthetic or glass fiber material either in a tube or envelope shape. It separates jots from gas with its high efficiency of 99%. It is characterized by its method of cleaning. It includes shaking, reverse air, pulse jet, sonic and cartridge collector.
• Wet scrubber: This dust collector uses liquid to remove dust. The scrubbing liquid comes in contact with the air and removes the dust particles. The best it contacts the best it removes the dust.
• Electrostatic precipitator: It works on the principle of electrostatic force, contaminated gas flows in the space where the charged electrodes are grounded. The airborne particles acquire negatively charged particles as they travel through the ionized field these particles then get dragged to the positively charged electrode and get removed. Lower gas flow and larger electrode collection area help in increasing the efficiency of the collector.
• Unit collector: This is a small and independent model. It contains a fan and some forms of the dust collector. It can be used for isolated, portable and for frequently moving dust producing operations.
Water Treatment and Purification before disposal
In the oil and gas industry, any water that comes out of the oil or gas reservoir is part of the production process. Oil reservoirs often contain large volumes of water, while gas reservoirs have in fewer quantities.
The physical and chemical properties of produced water are not consistent. Variation depends on factors such as reservoir geology, hydrocarbon composition, geographical location, and water injection history.
Produced water contains contaminants that require removal before proper disposal. Some of the impurities or substances likely to be found in produced water include oil, naturally occurring radioactive materials (NORM), waxes, greases, sand, scales, dissolved salts, CO2 (carbon dioxide) and H2S (hydrogen sulfide) gases, hydrocarbons, production chemicals, and various metals. Filtration, cyclonic separation, flotation, and evaporation are among the commonly used treatment techniques.